


Other Types of Oxidizers:
Manufacturers of Oxidizer Equipment:
Catalytic Oxidizer
What is a catalytic thermal oxidizer?
A catalytic thermal oxidizer is an air pollution control device used in industrial processes to destroy volatile organic compounds (VOCs), odor-causing compounds, and hazardous air pollutants (HAPs) before exhausting the process air to atmosphere. Using moderately high temperatures (~800°F) and a basic- or precious-metal catalyst to trigger a combustion reaction, the VOCs & air pollutants undergo thermal oxidization, transforming the organic solvents into CO2 and H2O.
Similar to a thermal oxidizer, except the catalytic oxidizer uses a metal catalyst to lower the required reaction temperature to fully oxidize the VOCs.
A catalyst is a substance that is used to accelerate the rate of a chemical reaction, allowing the reaction to occur faster and at a lower temperature range. The catalyst may be precious metal, such as platinum or palladium, or it may be a basic metal, such as metal oxides or metal carboxylates using iron, vanadium, or molybdenum.
Catalytic Oxidizers are available in a few different varieties:
- Catalytic Thermal Oxidizer (CATOX): This type uses a metal catalyst to speed along the VOC's decomposition reaction. The main advantage of a catalytic oxidizer is that it can operate at much lower temperatures of 800°F-900°F instead of 1400°F-1500°F.
- Recuperative Catalytic Oxidizer: Similar to the catalytic oxidizer above, the recuperative version operates at much lower temperature, 800-900°F, but it also incorporates an air-to-air heat exchanger to preheat the incoming air.
- Direct Catalytic Oxidizer: This is a basic, non-recuperative catalytic oxidizer, which does not offer any type of waste heat recovery. The direct catalytic oxidizer is the least expensive type of catalytic oxidizer, but it requires the highest operating costs per CFM due to not heat recovery.
- Electric Recuperative Catalytic Oxidizer: These units work with electrical resistance heaters instead of propane fueled burners (the lower operating temperatures allow for this), and the exhaust goes through a heat exchanger to pre-heat the inlet gases, reducing operating costs. These type of units are very helpful in facilities where fuel gas is not available or impractical.
Catalytic Oxidizer effectiveness on:
*Note: a catalytic oxidizer may not be effective at removing inorganic odor compounds.
*Note: acids and halogenated compounds can be managed with careful catalyst selection.
*Note: corrosive gases can be managed via temperature and specialty materials.
*Note: particulate matter will clog or foul the catalyst and must be filtered or removed.
*Note: heavy metals will not be removed via oxidation and may poison the catalyst.
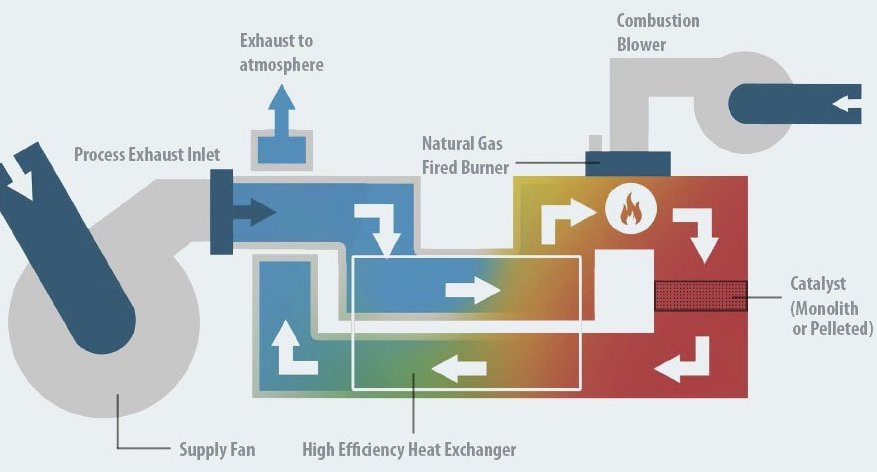
How It Works - Catalytic Oxidizers
Dirty process exhaust air enters from left, passes through the heat exchanger to be preheated, then passes through the burner firing chamber and through the catalyst media. The hot, clean air passes back through the heat exchanger to release heat and then is exhausted via a stack.
Main components of a Catalytic Oxidizer
Ductwork and Process Fan
A catalytic oxidizer will typically use a forced-draft fan setup instead of an induced-draft fan system, because the process air temperature is usually cooler at the beginning of the process than at the end. Installing the fan on the coolest side offers the best fan performance due to increased air density at lower temperatures.
Burner Firing Chamber
The firing box houses the burner. Contaminated air passes through the burner chamber, which is designed to heat the process air to a set temperature (~800°F) to provide enough time at temperature (residence time) while passing through the catalyst media to achieve the desired destruction efficiency (DRE).
Burner, Gas Train, Combustion Blower
The heat-generating system of the catalytic oxidizer is comprised of the burner, gas train, and combustion blower. The gas train provides natural gas and the combustion blower provides ambient air with oxygen for combustion.
Catalyst Media
After the air passes through the burner firing chamber, it reaches the catalyst media - typically a monolith or pellet type design. This is where the actual VOC destruction occurs. The precious or basic-metal catalyst speeds along the oxidation decomposition reaction, even at temperatures well below typical combustion temperature.
Primary Heat Exchanger
In a recuperative or regenerative catalytic oxidizer design, there is a heat exchanger to use the hot, clean air exiting the combustion chamber to pre-heat the incoming dirty air. In the recuperative oxidizer design, the heat exchange is via an air-to-air heat exchanger (HEX). In the regenerative oxidizer design, the heat exchanges using multiple ceramic media chambers.
Exhaust Stack
After passing through the heat exchanger, the clean air is exhausted to atmosphere via a stack.

A catalytic oxidizer being installed at an Ethanol plant in Iowa.

A regenerative catalytic thermal oxidizer, by Durr Cleantech.

A catalytic thermal oxidizer (CATOX).

A regenerative catalytic oxidizer (RCO) system with gas train and controls.

Installation of a catalytic oxidizer unit at an ethanol plant in Iowa.
Catalytic Oxidizer: When to use one
Below are the key selection criteria to help you understand if a Catalytic Oxidizer will be a good fit for your projects/needs:
Good fit for Catalytic Oxidizers:
- 95% DRE (or less) is acceptable
- Air volume flow rate greater than 5,000 CFM
- 24 hr/day operation, 5-7 days/week
- Exhaust stream is clear of dusts and particulates
- Low VOC Concentration: 0-25% of LEL
- VOCs have a relatively low auto ignition temperature
- High concentration of Carbon Monoxide (CO)
- Exhaust compounds/VOCs are compatible with the catalyst,
will not poison or foul the catalyst - Consistent chemical process (no formula/process changes)
- Willing to pay more upfront for low operating costs, low energy usage
- Willing to pay more upfront for low CO2 & NOX production
- Want a smaller unit, smaller footprint; RTO too big/bulky.
- Good industries/applications for Catalytic Oxidizers:
- Bakeries (ethanol) - after filtering particulates out.
- Large breweries - vaporized ethanol from fermentation.
- Ethanol - clean, diluted ethanol vapors are a good fit.
- Chemical production (few reaction exhaust compounds):
- Formaldehydes, Acids, Phenol, Styrene, and more.
- Printing
- Laminating
- Composites
- Remediation
- Pharmaceutical
- Marine motors/engine test cells
- Electronics/Semiconductor: Solar panel manufacturing, printed circuit board (PCB), insulation Films
Bad fit for Catalytic Oxidizers:
- Processes that may change their formula of VOCs: Paint, Coatings, etc.
- Exhaust air with a very high amount of particulates, aerosols, or oil/grease mists which cannot be easily filtered.
- DRE of 96-99% is required
- Strict odor control is required
- VOC’s have a high auto ignition temperature
- High concentration of VOCs: >25% of LEL
- Want low upfront capital cost
- These compounds may poison the catalyst:
- Lead, arsenic, phosphorus, sulfur
- Bismuth, antimony, mercury, tin, zinc, iron oxide,
- Halogenated compounds:
- Chlorinated compounds (can use metal-oxide catalyst)
- Fluorinated compounds
- Bromine/Bromide (can use special precious metal)
- Bad industries/applications for Catalytic Oxidizers:
- Painting
- Coatings
- Metal Finishing
- Animal feed
- Food Processing - Roasting ovens
- Rubber
- Plastics
- Wastewater treatment
- Natural gas processing
- Petroleum refining
- Complex chemical processes with many reaction products and by-products, or an iterative chemical formula.
Choosing a Catalytic Oxidizer
Catalytic oxidizers are recommended for processes with low concentrations of VOCs where a TO would be impractical and an RTO would be oversized. While they have a high capital cost due the precious metal, the operation cost is lower. The reason they are not widely used is because, besides the high capital costs, they are very prone to contamination/poisoning, rendering them unfit for service and the catalyst replacement is too costly. As a result, CATOX units require a more careful operation and more expensive maintenance.
Exhaust air that contains particulates will require filtration as the particulates may coat the surface of the catalyst, masking it, and preventing the VOCs from chemically reacting. Chemical compatibility must be assessed as certain compounds may chemically react with the catalyst, consuming active sites and permanently damaging the catalyst.
Type of Catalytic Oxidizer
Different types of catalytic oxidizer designs:
- Catalytic oxidizer - uses a metal catalyst to lower the required destruction temperature.
- Recuperative catalytic oxidizers - uses an air-to-air heat exchanger.
- Regenerative Catalytic Oxidizers (RCO) - uses a ceramic media heat recovery system.
- Electric Recuperative Catalytic Oxidizers (ERCO) - uses electric resistance heaters.
Industries, Applications, & Case Studies
Catalytic Oxidizers are used in many industries and applications, including:
- Bakeries (ethanol) - after filtering particulates out.
- Breweries - vaporized ethanol from fermentation.
- Chemical production (few reaction products): Formaldehydes, Acids, Phenol, Styrene, and more.
- Composites
- Ethanol - clean, diluted ethanol vapors are a good fit.
- Laminating
- Marine motors/engine test cells
- Pharmaceutical
- Printing
- Remediation
- Semiconductor/Electronics: Solar panel manufacturing, printed circuit board (PCB), insulation Films


Chemical Processing
-
Processing or production of chemicals generates exhaust air contaminated with harmful air pollutants (HAPs) and VOCs. These vapors should be captured and oxidized prior to release to atmosphere. A catalytic oxidizer can be used these applications which have a low concentration of VOCs.

Printing
-
Printing operations require VOC abatement for fugitive emissions capture, odor elimination, and toxic fumes destruction. A catalytic oxidizer can be an effective control device for Flexographic, Web Offset, Rotogravure, and Converting processes to treat water- or solvent-based inks and exhausts from dryers/ovens.

Ethanol Production
-
The production of ethanol fuels from dried, distilled grains like corn or cellulose plants creates airborne VOCs, NOx, odors, particulate matter (PM), aerosols, and other Hazardous Air Pollutants (HAPs). A large catalytic thermal oxidizer with pre-filtration is an ideal solution for kiln and dryer emissions with low levels of VOC.

Composites & FRP
-
A catalytic oxidizer can be used to control the air pollutants from the manufacturing of Carbon Fiber, FRP, Fiberglass, and other composites. Composite resins containing styrene need to be thermally treated before emitting to atmosphere. A catalytic oxidizer is an effective treatment device offering low CO2 and NOx emissions.

Breweries and Fermentation
-
Brewing beer, hard cider, or other fermented alcohol beverages produces ethanol off-gas and odors which need to be controlled prior to emission. A catalytic thermal oxidizer can be the ideal solution to control exhaust streams with dilute ethanol vapors and few particulates. Large air volumes could use a regenerative catalytic oxidizer which offers the lowest operating costs.

Laminating
-
Laminating processes use solvents that generate VOCs that need to be captured and controlled prior to emission. Typically a 100% Permanent Total Enclosure (PTE) is used, often in combination with recirculating or cascading air before capturing and sending to the Catalytic Oxidizer abatement device.

Marine Motor Testing
-
Catalytic oxidizers are highly effective at treating the emissions from internal combustion engines, such as automotive or marine motors, in the same way your car's catalytic converter uses precious metals to reduce emissions from your vehicle. Often used to reduce emissions during on-site endurance testing.

Packaging & Labeling
-
Applying graphics and adhesive labels to flexible packaging or metal containers releases volatile organics (VOCs) that need to be oxidized and decomposed prior to emission. A catalytic oxidizer may be used to abate the solvent emissions. Best used in cases where the type of solvents used in the process are fixed.

Pharmaceutical
-
Sterilization processes in the Pharmaceutical industry require 99% control of solvents such as ethylene oxide and other volatile air pollutants, based on compliance with United States' NESHAP (National Emission Standards for Hazardous Air Pollutants) regulations. A catalytic oxidizer can be the ideal solution when there is a good match between catalyst and solvents.

Remediation
-
Catalytic oxidizers are a primary treatment technology used to destroy harmful VOCs and HAPs during the purification of contaminated groundwater or soil. The toxins or contaminants are often removed using soil vapor extraction (SVE) equipment, which releases VOCs during the remediation process.

Semiconductor
-
In the semiconductor and electronics industries, catalytic oxidizers may be used for control of VOC emissions from chip manufacturing, LCDs, printed circuit boards (PCBs), and more.
Catalytic Oxidizer Manufacturers
Catalytic Products
Catalytic Products International (CPI) is based just northwest of Chicago. CPI specializes in catalytic oxidizers, and is one of the leading manufacturers of catalyst-based air pollution equipment. CPI offers their VECTOR brand of catalytic oxidizer in five types: Recuperative, Electric, Regenerative, Ammonia, and CO/NOX. CPI also offers standard thermal oxidizers for applications where a catalytic oxidizer isn't a good fit.
Catalytic Products differentiators:
- Specializes in catalytic thermal oxidizers
- Competitive pricing for catalytic oxidizers
- Experienced across many industries and applications
- In-house engineering & design staff
- Unique technology for siloxanes & SiO2

Types of Catalysts
Precious Metals
- Platinum - good at controlling sulfur-containing VOCs - bad for chlorinated compounds.
- Palladium
Metal Oxides
- Chrome/alumina oxide - good for Chlorinated VOCs
- Cobalt oxide - good for Chlorinated VOCs
- Copper/manganese oxide - good for Chlorinated VOCs
Metal Carboxylates
- Iron carboxylate
- Vanadium carboxylate
- Molybdenum carboxylate
Catalytic Oxidizer: Optional Equipment
Acid Gas Scrubber
In some applications, an acid gas scrubber is required to remove acids, particulates, or other contaminants which would foul the catalyst. In this setup, the process exhaust air is sent through the wet scrubber system before sending to the catalytic thermal oxidizer. In the case of just particulates, a dust collector or baghouse may also be used.
Corrosive Gas Stream Pre-heat
If the process gas includes a corrosive liquid, such as sulfuric acid (H2SO4, hydrofluoric acid (HF), or ammonium hydroxide (NH4OH, then the systems will often include a pre-scrubber or a pre-heater on the gas stream, to make sure the temperature of the gas stream stays above the condensation point (boiling point) for the corrosive liquids. Most corrosive liquids are not corrosive in their gas state.
Filtration / Dust Collector
If the off-gas stream includes particulates, mists, aerosols, or any non-gas phase contaminants, then these must be filtered prior to the catalytic oxidizer systems otherwise they will coat the catalyst bed, rendering it inert. In some cases, a standard baghouse, filterbox, or dust collector may be used. In special circumstances a wet scrubber may be required.
Corrosion-resistant coatings
If corrosive gases or liquid droplets are present in the process gas, then specialized coatings may be used on the inside of the duct and oxidizer system to withstand the corrosive elements.

How Much Should It Cost? Find a Supplier, Get a Quote.
Types of Catalytic Oxidizers

Catalytic Thermal Oxidizer (CATOX)

Catalytic Recuperative Oxidizer (CRO)
- Catalytic Oxidizer with Heat Exchanger (HEX)

- RCOs are available in these varieties:
2-Chamber, 3-Chamber, Rotary